
بررسی تحلیلی و شبیه سازی FEM بیشینه نیروی متغیر ورق گیر برای ممانعت از ترک خوردگی
چکیده
هدف این پژوهش، پیشبینی حداکثر تغییر نیروی متغیر ورقگیر (VBHF) ذر طی ضربه پانچ به منظور جلوگیری از ترکخوردگی بر روی محصول کشش عمیق فنجان است. نیروی ثابت ورقگیر در طول فرایند، به طور موثر توان جلوگیری از ایجاد ترک را ندارد. روش تحلیلی ساده VBHF بیشینه با استفاده از روش تیغه با فرض حجم ثابت ماده، تحت معیارهای تغییرشکل شکست و ترکخوردگی در هر مرحله از ضربه پانچ به اجرا گذاشته شده است. معیارهای ترکخوردگی بر حداکثر استحکام مواد استوار میباشند. در این پژوهش از ورقه فولادی درجه SPCD با ضخامت mm 2/0 استفاده شده است. و قطر محصول فنجانیشکل استوانه برابر mm 40 میباشد. محاسبه تحلیلی حداکثر VBHF با شبیهسازیهای FEM و اثرات آن در ممانعت از ترکخوردگی مقایسه شدهاند. نتایج تحلیلی VBHF بیشینه از نتایج حاصل از شبیهسازی FEM چندان متمایز نیستند. در مقایسه با بکارگیری نیروی ثابت ورقگیر، VBHF در ممانعت از وقوع ترکخوردگی و افزایش شکلپذیری کشش عمیق میتواند بسیار کارآمد باشد.
1. مقدمه
ترکخوردگی، مهمترین نقش موجود در فرایند کشش عمیق است که ناشی از تنش شعاعی و بار کششی بیش از حد میباشد. نیروی ورقگیر، پارامتر فرایندی است که تاثیر عمدهای بر بزرگی تنش شعاعی و بار کششی دارد. به منظور حفظ شرایط پروسس و ممانعت از ترکخوردگی، بزرگی نیروی ورقگیر باید به گونهای موثر تحت کنترل درآید.
3. نتیجهگیری
نتایج مربوط به محاسبات بیشینه VBHF چندان از نتایج مربوط به شبیهسازی FEM متمایز نمیباشد. در مقایسه با استفاده از نیروی ثابت ورقگیر، VBHF در ممانعت از وقوع ترکخوردگی و بهبود شکلپذیری میتواند بسیار سودمند باشد. مدلسازی ریاضی VBHF را میتوان به عنوان روشی ساده برای برآورد اندازه نیروی ورقگیر در هر ضربه پانچ مورد استفاده قرار داد. مدلسازی VBHF دارای روند و گرایشی مشابه با نتایج شبیهسازی FEM میباشد. در مقایسه با BHF ثابت، در صورت استفاده از VBHF بیشینه با استفاده از روانساز روغن پالم (μ=0.18-0.2)، شکلپذیری تا 58 و عمق فنجان تا %17 افزایش خواهد یافت.
Abstract
This Research is aimed to predict the maximum varying blank holder force (VBHF) over the punch stroke in order to eliminate cracks on cup deep drawing product. The constant blank holder force during the process, it's frequently not capable to prevent cracking, effectively. Using the slab method with assuming a constant volume of material, the simple analytical approach of maximum VBHF, has been conducted under the failure deformation and cracking criteria on every stage punch stroke. The cracking criteria are based on the maximum strength of materials. Steel sheet of SPCD grade, thickness 0.2 mm was used in this study. And the diameter of the cylindrical cup-shaped product was 40 mm. The analytic calculation of the maximum VBHF has been compared to FEM simulations, and its effects in the prevention of cracking. Analytical Results of maximum VBHF, not much different with FEM simulation. Compared to the application of the constant blank holder force, VBHF can be quite effective for preventing the occurrence of cracking and increasing the formability of deep drawing.
1. Introduction
Cracking is the most critical defects in deep drawing process, which caused by the radial stress and the drawing load too high. Process parameters that greatly affect the magnitude of the radial stress and drawing load is the blank holder force. In order to maintain that proses condition and to prevent cracking, the blank holder force magnitude should be controlled effectively.
3. Conclusion
Results of the calculation of VBHF maximum, not much different with FEM simulation. Compared to the application of the constant blank holder force, VBHF can be quite effective in preventing the occurrence of cracking and improve the formability. Mathematical modeling of VBHF can be used as a simple approach for estimating the magnitude of blank holder force in every punch stroke. From VBHF modeling indicated a tendency and its similar trend compared to FEM simulation results. Compared constant BHF, the application of maximum VBHF with the lubrication of palm oil (P= 0.18 - 0.2) would increase the formability up to 8 % and increase the cup depth the cup depth up to 17 %.
چکیده
1. مقدمه
1.1.معادله ریاضی حداکثرVBHF
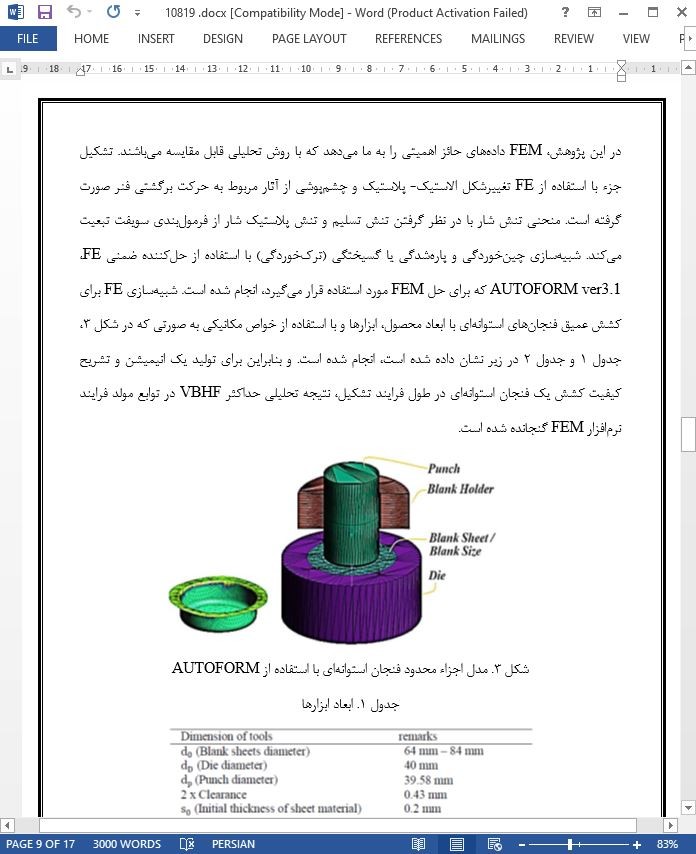
1. 2. مدلسازی FEM
2. نتایج و بحث
3. نتیجهگیری
Abstract
1. Introduction
1.1. The mathematical equation of the maximum VBHF
1.2. FEM modeling
2. Result and discussion
3. Conclusion
- ترجمه فارسی مقاله با فرمت ورد (word) با قابلیت ویرایش، بدون آرم سایت ای ترجمه
- ترجمه فارسی مقاله با فرمت pdf، بدون آرم سایت ای ترجمه