
دانلود رایگان مقاله ساختار و تغییرات سختی در اتصالات جوش داده شده
در این مقاله، ساختار و تغییرات در سختی Hardox 400 جوش داده شده و فولادهاي Hardox 500 ارائه شده است. نشان داده شده است که ساختارها با مقاومت کمتر در برابر سایش به عنوان یک نتیجه از جوش دادن مواد در حالت " تحویل داده شده " (به عنوان مثال با ساختار مارتنزیت آبکاري شده) در مناطق تحت تاثیر حرارت ایجاد مي شوند. عرض آنها به اندازه 90 میلی متر است و این باعث سایش غیریکنواخت و سریع در برنامه های کاربردی پیش بینی شده مي شود. بر اساس تست های میکروسکوپی و سنجش سختی، يک روش پرداخت اتصال حرارتی شامل سخت شدن و آبکاري در دمای پایین (خودآبکاري) در مناطق تحت تاثیر حرارت پیشنهاد شده است. اين منجر به تولید مجدد ساختار سطح، شبیه به ساختار مواد اوليه می شود. در شرایط آزمایشگاهی، یک عملیات حرارتی متفاوت از عمل معمول ( بازپخت تنش آزاد شده و نرمالسازي) به ناسازگاري هاي جوش (ترک ) منجر نمي شود.
1 . مقدمه
بر اساس نتایج جمع آوري شده آزمون Hardox 400 و فولادهاي Hardox 500 در [1] ، يک پیشنهاد براي استفاده از این مواد در ساخت و ساز ماشین آلات معدن کاري سطحی تدوين شده است. نتایج آزمون [ 2-4 ]، جوش پذیری خوب مواد و ویژگی های مقاومت بسیار بالا را در اتصالات به دست آمده تایید مي کند. به عنوان یک نتیجه از فرآیندهای حرارتی در مدت جوشکاری، به ساختار تحویل داده شده در مناطق تحت تاثير حرارت آسیب مي رسد (مارتنزيت آبکاري شده). این مورد، تغییر قابل توجهی را در چنین منطقه سختي و نيز افت موضعي را در مقاومت در برابر سایش معرفی می کند. پدیده اي مشابه در اجزای ساختاری برشي از ورق هاي فلز با استفاده از روش هاي جوشکاري مشاهده شده است.
چنین پدیده اي زماني بيشتر اهمیت دارد که هدف، استفاده از صفحات فولادي Hardox برای قطعات قهوه ای بیل مکانیکی ذغال سنگ باشد که در شرایط بار دینامیکی، در معرض سایش قرار مي گيرند (ناودانها، قیف، ميراکننده و عناصر ساختار حرکت شبیه چمچه زنی) . اهمیت آن به دليل بالاتر است که آنها معمولا توسط جوشکاري به ساختار اصلی تثبيت مي شوند. ساختار نامطلوب و سختی اتصال ظاهر شده در فولاد کم کربن و کم-آلیاژ می تواند با پرداخت گرمايي چنين اتصالاتي (شکل 1) معکوس شود. مسائل مربوط به فولاد سخت، فولاد مارتنزیتی و همچنین آلیاژهای آلومینیوم فرونشانده شده کهنه، نياز به اقداماتي غيرمعمول دارد.
در آثار [ 7، 8 ] آنها در رابطه با فولادهای مقاوم، با عبارات زیر ارائه مي شوند:
• در منطقه متاثر از حرارت، مشکل لایه نرم ظاهر مي شود که قدرت کل ساختار را تعیین مي کند
• در منطقه متاثر از حرارت در اتصالات فولادي که قبل از جوشکاری سخت و آبکاري مي شوند، تغییراتي به نظر می رسد که منجر به ایجاد مناطق معتدل با سختی کاهش يافته و استحکام کششی مي شود.
با این حال، نویسندگان آثار [7، 8] و [9-11] بیان نموده اند که با توجه به ترکیب شیمیایی مناسب مواد و انتخاب مناسب شرایط و پارامترهای جوشکاری، به دست آوردن ساختارها و خواص مواد مشابه با یک پایه در منطقه متاثر از حرارت، بدون تلاش اضافی ممکن است. در مورد جوشکاری با انرژی خط محدود، لایه "نرم" بسیار باریک است و این اتصال نمایشگ هیچ کاهش واضح و روشن در خواص مکانیکی نیست. این مورد به عنوان فعالیت "تقویت کننده"مناطق ساختاری همسایه، به عنوان یک نتیجه ایجاد تنش سه محوری در منطقه تفسیر می شود.
فولادهای Hardox و نیز فولادهای HTK (جدول 1 و 2) به خوبی مواد با قابلیت جوش کم و یا بسته به شرایط، حساس به شکاف (حساسیت) (شکل 2) هستند. در حالت تحویل داده شده، آنها دارای ساختار مارتنزیت آّبکاری هستند. با توجه به داده های تولید کننده برای موادی که سختی آنها تغییر می کند، در شکل 3 ارائه شده است. همانطور که از نمودار می آید، کاهش سختی در منطقه متاثر از حرارت می تواند به اندازه 65٪ در ارتباط با مواد در حالت تحویل داده شده، بالا باشد. گسترش چنین منطقه ای با کاهش سختی به واسطه تولیدکننده فولاد مشخص نمی شود. با این حال، این مشکل خود به خود در قالب توصیه برای مناطقی که باید برای سخت شدن خالی شود، شناخته می شود.
با این حال، این روش مشکل را حل نمی کند، همانطور که روند سخت شدن لایه باید باعث حوزه های جدیدی از تغییرات نامطلوب ساختاری باشد که به سمت لبه های جوش پد منتقل می شود. اهداف زیر در مورد مطالعات اخیر در زمینه اطلاعات ارائه شده ظهور می یابند:
• شناسایی ساختار در اتصالات جوش داده شده Hardox 400 و فولادهاي Hardox 500 در حالت تحویل داده شده و تعیین ساختار و فرمت تغییرات سختی ناشی از جوشکاری،
• عرضه چنین تحولات ساختاری در اتصالات به واسطه عملیات حرارتی برای از بین بردن این تغییرات تا حداکثر درجه.
2 . نتایج مطالعه
2.1 . شرایط جوشکاری
اتصالات در فولادهای Hardox با استفاده از تکنولوژی های جوشکاری قوس الکتریکی غوطه ور ( SAW)، با توجه به مواد جوشکاری و پارامترهای توصیه شده توسط تولید کننده انجام شده است. همانند مواد جوشکاری، Multimet IMT9 φ 3 میلی متر ( محتوای کربن 0.09٪ ) سیم پرکننده و شار Lincoln Electric FX 780-25 استفاده شده است. نمونه ها از ورق های فولادی Hardox با ابعاد 500 × 300 ( ضخامت 8 میلی متر) با جوش دو طرفه با پارامترهای زیر برای نفوذ مواد صحیح ساخته شده اند:
• جریان حداقل برای اولین لایه اتصال
• جریان حداقل برای دومین لایه اتصال
• ولتاژ قوس الکتریکی برای هر دو لایه اتصال
• ثابت سرعت جوشکاری
• حداکثر انرژی خطی:
جدول 3، ترکیب شیمیایی واقعی فولاد جوش داده شده ارائه می شود. مقایسه آنها با داده های تولیدکننده برای محتوای کمتر آلیاژ افزودنی های آلیاژ نشان داده شده است. این، توجیهی برای محل مطلوب تر نقاط تعیین کننده حساسیت فولاد جوش داده شده به ترک است ( شکل 2).
In the article, the structure and change in hardness of the welded Hardox 400 and Hardox 500 steels have been presented. It has been shown that structures of lower wear resistance are being created as a result of welding those materials in the “as delivered” state (i.e. with the tempered martensite structure) within the heat-affected zones. They are as much as up to 90 mm wide, and that causes their non-uniform and fast wear in the anticipated applications. Based on microscopic tests and hardness measurements a method of thermal joints treatment has been proposed, consisting in their hardening and low-temperature tempering (self-tempering) at the heat-affected zones. It leads to reproduction of that area structure, similar to the native material structure. In the laboratory conditions, a heat treatment differing from the usual practice (stress-relief annealing or normalizing) has not led to welding incompatibilities (cracks).
1. Introduction
Based at test results concerning Hardox 400 and Hardox 500 steels collected among others in [1], a proposal has been formulated of using those materials in the surface mining machinery construction. The own test results [2–4] confirm good weldability of the materials and very high strength properties of the joints obtained. As a result of heat processes during welding, damage is being introduced into the as delivered structures in the heat-affected zones (tempered martensite). It introduces significant change in such area hardness, as well as local drop in wear resistance. Similar phenomena are being observed in structural components cut out of metal sheets using welding methods.
Significance of such phenomena is high when intending to use Hardox steel plates for brown coal excavator parts, which are exposed to wear in the dynamic load conditions (chutes, hoppers, dumpers and scoop structure elements). The significance is even higher, because they are usually being fixed to the main structure by welding. Unfavourable structure and joint hardness appearing in low-carbon and low-alloyed steels may be reversed by heat treatment of such joints (Figure 1). In case of toughened steel, martensitic steel, as well as hyperquenched and aged aluminum alloys, the issues look different from the usual practice.
In the works [7, 8] they have been presented in relation to toughened steels in the following statements:
• in the heat-affected zone a problem of soft layer appears, which determines the strength of the whole structure,
• in the heat-affected zone of steel joints, hardened and tempered before welding, changes appear which lead to creation of tempering zones of lowered hardness and tensile strength.
Authors of the works [7, 8] and [9–11] state, however, that due to the proper chemical composition of materials and proper selection of welding conditions and parameters, it is possible to obtain structures of similar material properties to the base one in the heat-affected zone, without additional efforts. In case of welding with limited line energy the “soft layer” is very narrow and the joint exhibits no clear reduction of mechanical properties. This is interpreted as “reinforcing” activity of neighbour structural areas, as a result of three-axial stress creation in that zone.
Hardox Steels, as well as HTK steels (Table 1 and 2) are well weldable materials with low, or depending on conditions, crack sensitivity (susceptibility) (Figure 2). In the as delivered state they have the structure of tempered martensite. According to the producer data for those materials the hardness changes are as presented in Figure 3. As it comes out of the graph, hardness reduction in the heat-affected zone could go as high as 65% in relation to materials in the as delivered state. The extension of such area of hardness reduction is not being determined by the steel producer. However, the problem itself is being recognized in the form of recommendation for the zones to be padded for hardening.
However, the method does not solve the problem, as the hardening process of padding must cause new zones of unfavourable structural changes shifted toward edges of padding weld. The following aims of the current studies emerge in the context of the presented information:
• identification of microscopic structure in welded joints of Hardox 400 and Hardox 500 steels in the as delivered state and determination of structure and hardness change extension caused by welding,
• introduction of such structural transformations in joints by heat treatment as to eliminate the changes to the maximum degree.
2. Study results
2.1. Welding conditions
Joints in Hardox steels have been performed using technology of submerged arc welding (SAW), considering welding materials and parameters recommended by producer. As welding material the Multimet IMT9 φ 3 mm (carbon contents 0.09 %) filler wire and Lincoln Electric FX 780-25 flux have been used. The samples were made of Hardox steel sheets of 500×300 dimensions (8 mm thickness) joined with doublesided weld with the following parameters providing for correct material penetration: •minimum current for the first joint layer I1 = 300 A, •minimum current for the second joint layer I2 = 500 A, • electric arc voltage for both joint layers U = 30 V, • constant welding speed v = 0.35 m/min, •maximum linear energy: 2.57 kJ/mm.
Table 3 presents real chemical compositions of the welded steels. Their comparison with producer data indicates for lower contents of alloy additions. This justifies for more favourable location of points determining crack sensitivity of welded steels (Figure 2).
1 . مقدمه
2 . نتایج مطالعه
2.1 . شرایط جوشکاری
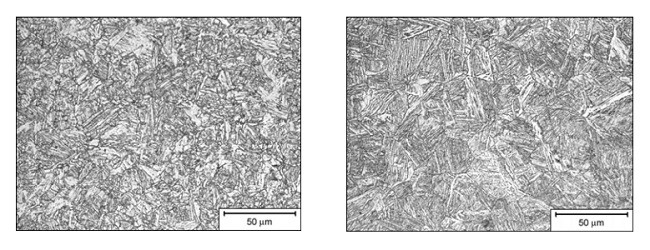
2.2. ساختار اتصال و تغییرات سختی در حالت تحویل داده شده
2.3. ساختارها و تغییرات سختی در اتصالات پس از عملیات حرارتی
3. خلاصه
1.Introduction
2.Study results
2.1.Welding conditions
2.2.Joint structure and hardness changes in the as delivered state
2.3.Structures and hardness changes in joints after heat treatment
3.Summary
References