
دانلود رایگان مقاله برخی از جنبه های کاربرد AE در نظارت بر وضعیت ابزار
چکیده
انتشار اکوستیک (AE) یک شکل شناخته شده از ازمون غیرمخرب است. در چند سال اخیر، فناوری اندازه گیری AE برای پوشش دادن ناحیه نظارت بر وضعیت ابزار گسترش یافته است. این مقاله برخی از تجربات دانشگاه فناوری ورشو (WUT) را در چنین کاربردهایی از AE ارائه می دهد. این مقاله تفسیری در مورد اعوجاج های سیگنالی رایج و راه حل های ممکن برای اجتناب از انها را فراهم میکند. علاوه بر این، مطالعه مشخصه چندین AE مختلف و سنسورهای اولتراسونیک استفاده شده در WUT فراهم می شود. ارزشیابی قابلیت کاربرد برخی از مقیاس های اصلی انتشار اکوستیک برای نظارت بر وضعیت ابزار نیز در این مقاله ارائه میشود. نهایتاً این مقاله، روشی برای اشکارسازی وقوع خرابی فاجع امیز ابزار را در چرخاندن ارائه می دهد، که از نشانه های دیگری غیر از دامنه مستقیم سیگنال AErms استفاده می کند. این روش مبتنی بر تحلیل اماری توزیع های سیگنال AErms است.
1. مقدمه
هزینه فزاینده کارگر باعث تولید یک تقدم مهم در کشورهای صنعتی اصلی شده است. یک از مهمترین عوامل پیشرفت خودکار در عرضه عملیات ابزار ماشینی، نظارت بر وضعیت ابزار (TCM) است. پدیده های مختلف بیشماری می توانند برای این مقصود به کار گرفته شوند و گونه های مختلف سنسورها در بازار دردسترس هستند، مثلاً مراجع [1-4]. برخلاف تعداد در حال رشد مقالات منتشر شده و ارائه دهنده روش های خوب برای پردازش سیگنال AE خام، تا بحال روش هایی در اقدامات صنعتی به کار گرفته نشده اند، که در انها روش های ساده مستولی شده باشند، با استفاده از سیگنال دمدوله شده (معمولاً AErms) [3]. هرچند، سیستم موجود برای نظارت بر وضعیت ابزار، مبتنی بر اندازه گیری های AE، هنوز به اندازه کافی قابل اطمینان هستند. بنابراین، به نظر میرسد بازگشت به عقب و به برخی از ملاحظات اساسی مرتبط با پردازش سیگنال AE و ارزشیابی انها با ارزش باش.
2. پردازش و تفسیر سیگنال AE
2.1. زنجیره اندازه گیری
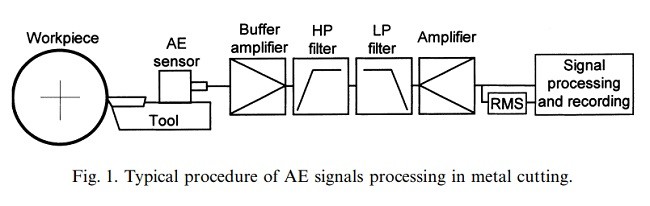
روش نوعی پردازش سیگنال AE در برش فلز از الگوی نشان داده شده در شکل 1 است. سنسور پیزوالکتریک AE معمولاً تا حد امکان نزدیک به ناحیه برش واقع می شود. اجزای فرکانس پایین نویز، که به ناچار در سیگنال AE حضور دارند، با وضعیت ابزار همبستگی ندارند و ازاینرو بی استفاده هستند. بعلاوه، انها می توانند دارای دامنه بالا باشند که استفاده از تقویت معکوس سیگنال را تحمیل می کند. بنابراین اجزای انها باید حذف شوند (با فیلتر بالاگذر) در سریع ترین مرحله ممکن، درست بعد از بافر نمودن ضروری. برخی اوقات سیگنال AE از طریق فیلتر پایین گذر برای خلاص شدن از اجزای فرکانس بالا ناشی از جرقه های الکتریکی و غیزه تغذیه میشود. یا برای اجتناب از همپوشانی. سیگنال AE خام (AEraw) می تواند در شکل مقدار میانگین یا RMS (AE rms) برای به دست اوردن متغیر فرکانس پایین دمدوله شود، بنابراین، می تواند ثبت شود یا با تجهیزات رایج و کم هزینه تر پردازش سیگنال پردازش شود.
شکل .2 سیگنال AE به دست امده از مبدل پهن باند Bru¨ el & Kjær 8312 را بدون فیلترینگ نشان می دهد، هنگامی فولاد کربنی 45 با کربید P30 پوشش داده شده بریده میشود. چشم انداز دور (شکل 2a) سه انفجار تقریباً با دامنه ماکزیمم یکسان را نشان می دهد. در سیگنال دمدوله شده (شبیه به AErms، شکل 2(b)) سه انفجار به بالاترین مقدار می رسد. قطعات علامت گذاری شده با مستطیل های سیاه زیر هردو شکل در شکل 2(c) نشان داده شده اند و طیف دامنه انها در شکل 2(d) ارائه شده است. اشکال وجود یک جز فرکانسی غالب را نشان میدهد که بوسیله اختلالات مکانیکی بوجود امده و نتیجتاً باید به عنوان جز نامربوط به پوشش ابزار فیلتر شود.
البته در ARrms اجزای فرکانسی بالا و پایین سیگنال نمی توانند برجسته شوند، که باعث نیاز به فیلتر نمودن با اهمیت بیشتر دارد. شکل 3. نتایج بالاگذر کردن (150 کیلوهرتز) و پایین گذر کردن (500 کیلوهرتز) برای سیگنال شکل 2 را نشان می دهد. فقط دو تا از سه انفجار قابل مشاهده در شکل 3 در اینجا باقی می ماند و دومی کمتر از اولی است. سومی، بزرگترین انفجار قابل مشاهده در شکل 3 ناپدید شده است. حال طیف دامنه شامل اجزایی تنها از گستره فرکانسی مورد نظر است.
2.2. اعوجاج سیگنال AE
سیگنالهای نشات گرفته از ناحیه برش می توانند بسیار قوی باشند. به علت مشخصات واحدهای پیش-پردازش، چنین سیگنال هایی با دامنه بالا برخی اوقات سبب بارگذاری بیش از حد پیش تقویت کننده و اعوجاج سیگنال میشود.
این می تواند اغلب منجر به ارزشیابی نامناسب سیگنال شود. شکل 4 نمونه های سیگنال های دچار اعوجاج از دو حسگر مختلف و واحدهای پیش پردازش را نشان میدهد. اولی یک مبدل ازمایشگاهی نوعی، و اشباع سیگنال (شکل سمت چپ) حاکی از بارگذاری بیش از حد ساده تقویت کننده است. علاوه بر این در هر دو سیگنال دیگر، اعوجاج کمتری دیده می شود- سیگنال AE به طور موقت ناپدید میشود. به طور مشابه سیگنال های دچار اعوجاج در نتایج ارائه شده توسط چندین ازمایشگاه مشاهده شده است، بنابراین نگاه دقیقی به به ان با ارزش است.
برای تعیین سبب های ممکن اعوجاج سیگنال AE در شکل 4، به انچه اتفاق افتاده توجه می کنیم اگر سیگنال مورد بحث در شکل 2 و 3 چهار برابر قوی تر شود. در ابتدا، تقویت کننده بافر بارگذاری بیش از حد خواهد شد که منجر به اشباع سیگنال مشخصه می شود- به شکل 5(a) مراجعه کنید.
قسمتهای از سیگنال که در انها اجزای فرکانس پایین غالب هستند بعد از تقویت چهار برابر مستطیلی می شوند. بعد از فیلترینگ بعدز این سیگنال توسط فیلتر پایین گذر 500 کیلو هرتز و فیلتر بالا گذر 150 کیلوهرتز به نظر میرسد که ناپدید شدن سیگنال AE، نتیجه فیلترینگ سیگنال اشباع نشده مستطیلی از جز اصلی فرکان پایین است (شکل 5(b)). نهایتاً هیچ اعوجاجی در سیگنال نمی تواند در سیگنال AErms مشاهده شود (شکل 5(c))، که همچنین به بیشتر از نیمی از مقدار صحیح نمی رسد و شکل ان شبیه به سیگنال واقعی است (شکل 3(b)). چنین سیگنال هایی باید به صورت کاملا دچار اعوجاج ملاحظه شوند و لذا بی استفاده هستند. بنابراین بهره تقویت کننده بافر باید به اندازه کافی کوچک باشد و هر تقویت ضروری اضافی باید بعد از فیلترینگ سیگنال انجام شود.
برای اجتناب از اعوجاج ارائه شده سیگنال در شکل 4(a)، پیش تقویت کننده نوع 2637 Bru¨ el & Kjær استفاده شده در WUT با کم نمودن بهره ان تا 10 (20 dB) اصلاح می شود.
Abstract
Acoustic emission (AE) is rather a well-known form of non-destructive testing. In the last few years the technology of the AE measurement has been expanded to cover the area of tool condition monitoring. The paper presents some experience of Warsaw University of Technology ( WUT) in such applications of AE. It provides an interpretation of common AE signal distortions and possible solutions to avoid them. Furthermore, a characteristic study of several different AE and ultrasonic sensors being used in WUT is furnished. Evaluation of the applicability of some basic measures of acoustic emission for tool condition monitoring is also presented in the paper. Finally paper presents a method of the catastrophic tool failure detection in turning, which uses symptoms other than the direct magnitude AERMS signal. The method is based on the statistical analysis of the distributions of the AERMS signal.
1. Introduction
Rising labour cost makes production automation an important priority in the major industrial countries. One of the most important factors limiting the progress in introduction of unattended machine tool operation is tool condition monitoring (TCM). Numerous different phenomena can be employed for this purpose and a variety of sensor types are available on the market, e.g. Refs. [1], [2], [3], [4]. Despite a growing number of publications presenting new, elegant methods of raw AE signal processing, the methods have not been applied in industrial practice so far, where rather simple methods prevail, utilising the demodulated (usually AERMS) signal [3]. However, existing tool condition monitoring systems, based on AE measurements, are still not considered reliable enough. Therefore it seems worthwhile to go back to some basic consideration concerning the AE signal processing and evaluation.
چکیده
1. مقدمه
2. پردازش و تفسیر سیگنال AE
2.1. زنجیره اندازه گیری
2.2. اعوجاج سیگنال AE
2.3. کالیبراسیون مبدل های AE
3. ارزیابی مناسب بودن مقیاس های AE برای نظارت بر فرسودگی ابزار
4. اشکارسازی وقوع خرابی ابزار فاجعه امیز
5. نتایج
Abstract
1.Introduction
2.AE signal processing and interpretation
2.1.Measuring chain
2.2.AE signal distortion
2.3.Calibration of AE transducers
3.Assessment of AE measures feasibility for tool wear monitoring
4.Detection of catastrophic tool failure
5.Conclusions